



One of the critical advantages of LED lighting over CFLs is its non-toxic nature. CFLs contain mercury, a hazardous substance that poses significant health and environmental risks if the lamps are broken or improperly disposed of. In contrast, LEDs do not contain mercury or other toxic elements, making them a safer choice for food processing environments.
The implications of using non-toxic LED lighting in food processing are profound. Accidental breakage of CFLs can lead to contamination of food products and the production environment, posing serious health risks and potentially leading to costly recalls. With LEDs, the absence of hazardous substances means that even if a lamp is damaged, there is no risk of contaminating the food or environment with toxic materials. This enhances safety and ensures compliance with stringent food safety standards, which is crucial in maintaining the integrity and trustworthiness of food products.
Effective lighting in food processing facilities is essential for several reasons. Firstly, it ensures that workspaces are adequately illuminated, allowing workers to perform their tasks with precision and reducing the likelihood of accidents. Good lighting also enhances the ability to detect and prevent contamination, as workers can better see debris, spills, or other potential hazards.
Moreover, proper lighting contributes to quality control by enabling accurate inspection of food products. It allows workers to identify defects, inconsistencies, or signs of spoilage that might otherwise go unnoticed. This is particularly important in processing plants where visual inspection is a critical part of quality assurance.
Energy efficiency is another crucial aspect of lighting in food processing. LED lighting is known for its lower energy consumption compared to traditional lighting systems, such as CFLs and incandescent bulbs. This not only reduces operational costs but also supports sustainability initiatives by lowering the facility’s overall carbon footprint.

Achieving the correct lighting levels, measured in lux, is crucial for ensuring both operational efficiency and safety within food processing plants. The required illumination varies depending on the specific areas and tasks within the facility.
General working areas, such as those used for packaging and storage, typically need between 200 and 500 lux to facilitate basic operations and routine inspections.
For more critical areas where precision and detail are paramount, such as inspection stations, processing lines, and quality control zones, higher lux levels of 500 to 1000 are essential. This heightened illumination ensures that workers can identify defects, maintain product quality, and detect contaminants effectively.
In areas dedicated to cleaning and sanitation, where rigorous hygiene standards must be upheld, a minimum of 750 lux is often recommended. This level of brightness helps ensure thorough cleaning and inspection, thereby preventing contamination and ensuring compliance with food safety regulations.
Adhering to these lighting standards not only enhances visibility but also improves worker productivity and reduces the risk of errors, contributing to the overall effectiveness and safety of the food processing operation.
LED lighting is versatile and can be adapted to various types of food processing plants, each with unique lighting requirements. Below, we explore some common applications.
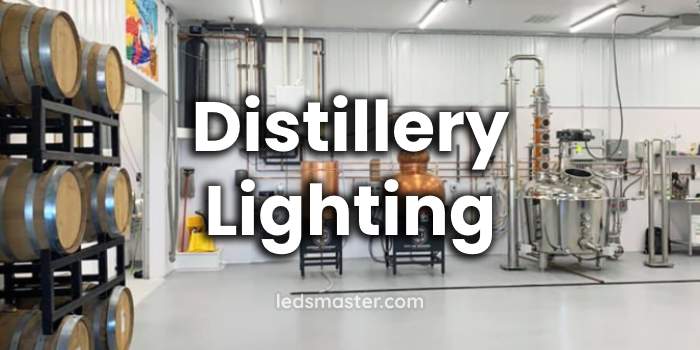
Breweries require precise control over lighting to ensure the quality and consistency of their products. LED lighting is ideal for breweries because it provides consistent illumination with minimal heat output. This is crucial for maintaining the correct temperature and preventing fluctuations that could affect fermentation and storage processes. Additionally, LEDs have a longer lifespan and better resistance to moisture, making them suitable for the humid environments typical in breweries.
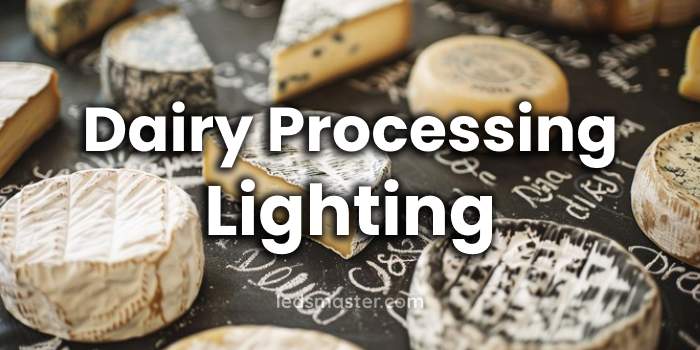
Dairy processing facilities benefit greatly from LED lighting due to its ability to maintain a stable, cool environment. High temperatures can spoil dairy products, and LEDs help mitigate this risk by emitting very little heat compared to CFLs. Furthermore, the high color rendering index (CRI) of LEDs allows for accurate inspection of dairy products, ensuring they meet quality standards before reaching consumers.
In meat processing facilities, lighting plays a vital role in ensuring hygiene and safety. LED lighting provides bright, uniform illumination, which is essential for spotting contamination or defects in meat products. The non-toxic nature of LEDs also reduces the risk of chemical contamination, a crucial factor in environments where food safety is paramount. Additionally, LEDs can withstand the rigorous cleaning protocols often required in meat processing, ensuring longevity and reliability.

Bakeries require specific lighting to ensure the correct preparation and presentation of baked goods. LED lighting offers the advantage of consistent brightness without the heat output associated with CFLs, which can affect the quality of baked products. The ability to customize the color temperature of LED lighting also helps in creating a warm, inviting atmosphere that enhances the appeal of bakery items.
Fish processing plants often operate in cold, damp conditions that are challenging for many types of lighting. LED lighting is well-suited to these environments due to its durability and resistance to cold temperatures. It provides reliable illumination without the flickering or dimming issues that can occur with CFLs in low temperatures. This reliability ensures that workers can efficiently process and inspect fish products, maintaining high standards of quality and safety.
LED lighting offers several benefits that make it particularly suited to food processing environments:
LEDs consume significantly less energy than CFLs and other traditional lighting systems. This efficiency translates to reduced operational costs, making LEDs a cost-effective choice for large-scale food processing facilities that require extensive lighting.
The longevity of LED lights is another key advantage. LEDs have a much longer lifespan compared to CFLs, which reduces the frequency of replacements and maintenance. This is particularly beneficial in food processing plants, where frequent lamp changes can disrupt operations and pose contamination risks.
LEDs are more durable and resistant to shock, vibration, and extreme temperatures than CFLs. This durability makes them ideal for the demanding environments of food processing plants, where lighting must withstand rigorous cleaning procedures and harsh conditions.
The high CRI of LEDs ensures that colors are rendered accurately, which is essential for inspecting food products. Accurate color rendering helps workers detect issues with food items more effectively, ensuring that only high-quality products reach consumers.
LEDs emit very little heat compared to CFLs, which is crucial in food processing environments where temperature control is vital. Reduced heat emission helps maintain the integrity of temperature-sensitive products and contributes to a more comfortable working environment.
LED lighting offers significant advantages for food processing facilities, from its non-toxic nature to its energy efficiency and durability. These benefits are crucial for maintaining safety, quality, and efficiency in environments where lighting plays a critical role. As food processing plants continue to seek ways to enhance their operations, the adoption of LED lighting is likely to become increasingly prevalent, ensuring better outcomes for both producers and consumers.